This is the first of a five-part series about locking methods for fasteners – the first post will cover lock washers and how to use lock washers.
For joints subject to vibration and cyclical loading, maintaining clamp load and/or keeping the joint tight is one of the biggest fastener problems engineers face. As stated in previous blogs, the best joint design to ensure against loosening is a hard joint with a clamping range of five times the screw diameter, tightened to proper clamp load. When this is not feasible, using a locking fastener method is necessary.
First, let’s look at locking washers:
1. Split Lock Washers/Helical Lock Washers
Available at every hardware store for pennies a pound, split washers have very limited usefulness as a locking fastener, especially with grade 5 or 8 fasteners (metric property class 8.8 or 10.9).
Made of very hard spring steel with a small bearing surface area, the spring rate they produce (the amount of force to flatten) is far below the optimal clamp force of a grade 5 or higher bolted joint. This washer’s use should be limited to grade 2 fasteners, small machine screws, or metric property class 5.8 and lower.
2. Ribbed Lock Washers
These conical washers are made to work with higher strength fasteners. The first washer pictured has ribs on the convex side which creates friction between the bearing surface of the fastener (nut or bolt) and works well with grade 5 (metric 8.8) fasteners, but not grade 8 (metric 10.9). The higher strength fasteners have a higher surface hardness, and the ribs will not engage with the bearing surface, limiting their locking ability.
The second ribbed washer pictured above works well with grade 8 (metric 10.9) fasteners. The more aggressive, higher hardness ribs on both surfaces will engage with the harder material to create friction locking.
3. Wedge Ramp Locking Washers
This style of locking washer comes as a pair of washers glued together. The outer surfaces have ribs that are hard enough to work with grade 8 (metric 10.9) fasteners. The wedge ramps between the two washers lock together during tightening, but when loosening the joint, the washers rotate against one another, creating slightly more clamp load as they overcome the angle of the ramp.
It is important to note that any of these locking washers should NOT be used with flat washers, and if used with a bolt and nut joint, they should be on both ends. Rotational loosening caused by vibration will occur at the bearing surface with the least amount of friction, so flat washers should be avoided.
It’s also important to note that because these washers increase bearing friction, more torque may be needed to achieve your desired clamp load. Some washer manufacturers publish recommended torque values, but for critical joints, a joint study is recommended to arrive at your optimal setting torque.
There are many other styles of locking washers, but the ones above will get you through most situations. For more information on locking fasteners email us at ProvenProductivity@bossard.com.
To shop latches, hinges, locks, and accessories, click here.







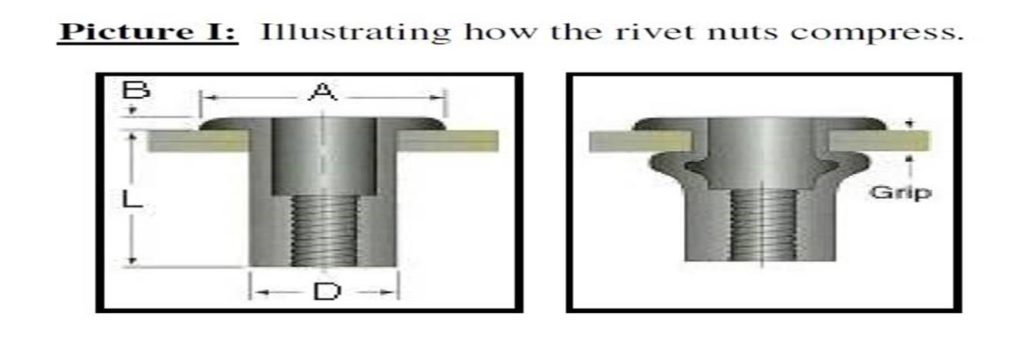
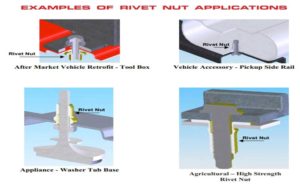 There is a lot to consider when choosing the right rivet nut. There are many choices for body styles, material, and coating finishes. Let the experts at Bossard help you narrow down your search and get you on the right path to a secure joint. Let us help you save money and avoid costly warranties or claims. Contact us at
There is a lot to consider when choosing the right rivet nut. There are many choices for body styles, material, and coating finishes. Let the experts at Bossard help you narrow down your search and get you on the right path to a secure joint. Let us help you save money and avoid costly warranties or claims. Contact us at 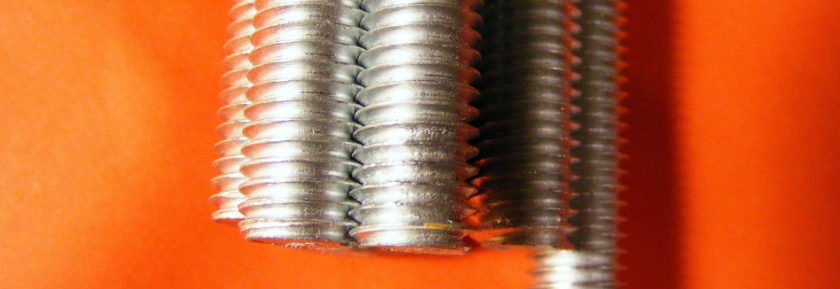

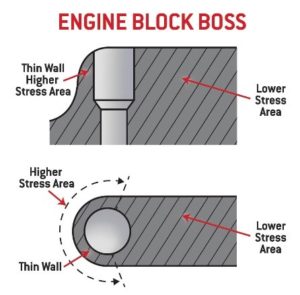 Thin port walls are quickly becoming more common, but they aren’t built to withstand the usual methods of older style plugs, such as cup plugs or threaded screws. These older plug styles can vary greatly in their results, causing a larger fluctuation in process performance—and with thin port walls and tightly packed engine components, even a small discrepancy during the installation process can cause a disaster.
Thin port walls are quickly becoming more common, but they aren’t built to withstand the usual methods of older style plugs, such as cup plugs or threaded screws. These older plug styles can vary greatly in their results, causing a larger fluctuation in process performance—and with thin port walls and tightly packed engine components, even a small discrepancy during the installation process can cause a disaster.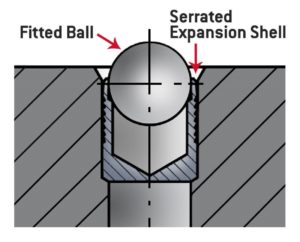 Low force seals, such as SFC KOENIG EXPANDER® plugs, cause less damage to the port wall and components, having minimal effect on even the most complex engine geometries. All the advantages of low force seals are listed here below:
Low force seals, such as SFC KOENIG EXPANDER® plugs, cause less damage to the port wall and components, having minimal effect on even the most complex engine geometries. All the advantages of low force seals are listed here below: