Bossard Solutions: Last Mile Management
With the rise in Industry 4.0 and the increased adoption of smart factory manufacturing and smart logistics solutions, companies are working double overtime to adapt and improve their digital supply chains. Needing to constantly improve time-critical deliveries, companies often progress at breakneck speed when leveraging different digital solutions for improved logistics inventory management up until they get to the last mile management – where, unfortunately, they often encounter issues.
Last-mile management is aptly named because it focuses on optimizing restocking times by effectively speeding up the last-mile delivery from a given warehouse, storage hub, or facility to the customer. While real-time data tracking is an essential aspect of today’s digital inventory management solutions, it doesn’t completely solve the problem. This is largely due to the complexity involved in manual inventory counting and disjointed inventory tracking systems within warehouses coupled with having to properly track and monitor delivery and drivers in real-time.
Optimize Your Last Mile with Bossard
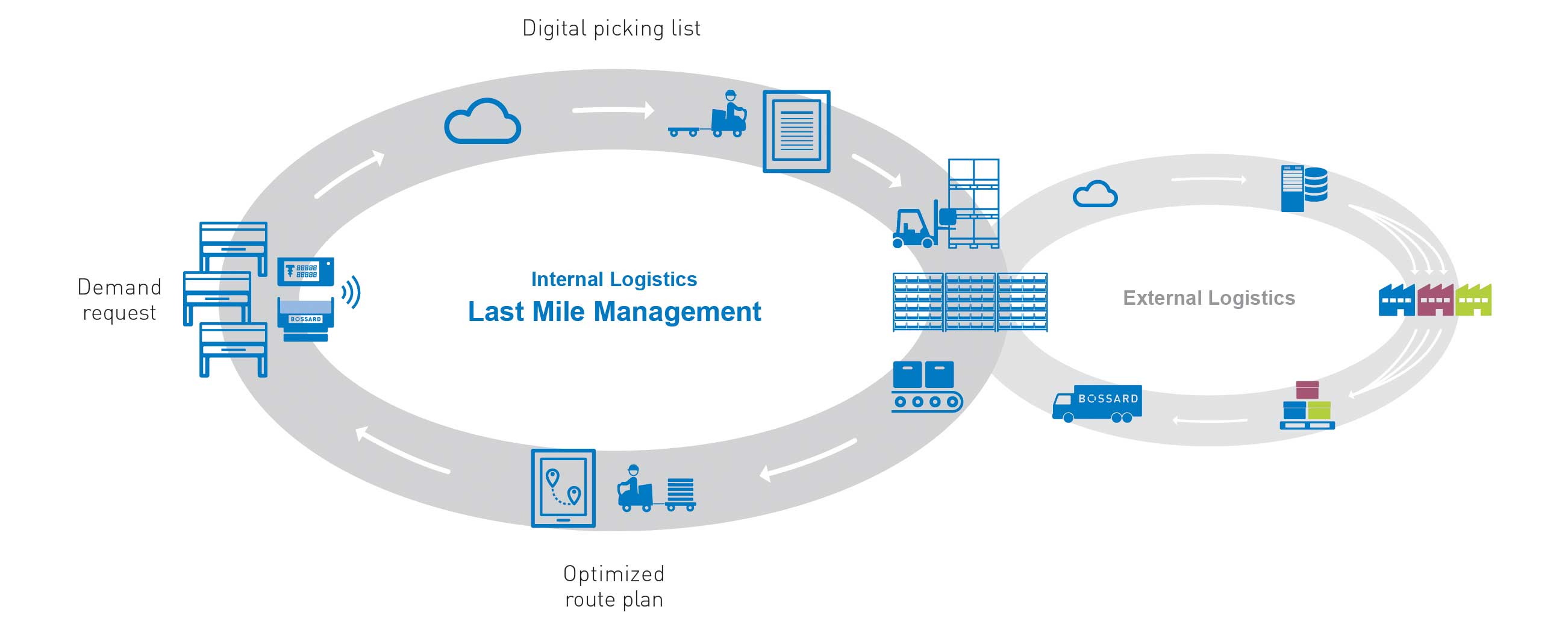
Replenishment process with Bossard Last Mile Management
|
1
|
2
|
3
|
4
|
|
Demand request |
Digital picking list |
Central storage locations |
Optimized route plan |
Automated Procurement Solutions
Inventory management in logistics requires a digital solution predicated on a predictive analytics model – one where a cloud-based logistics and inventory management software tracks current usage and anticipates future demand to initiate a reorder, long before inventory counts are depleted. Simply put, it’s the difference between manually reordering when inventory counts are too low and hoping for flawless last-mile management execution versus relying on an automated procurement solution that optimizes replenishment times.
These automated procurement solutions must do more than just track inventory counts. They must do more than just provide a visual representation of current inventory volumes on a laptop or mobile screen. In essence, they must be stand-alone systems that operate independently and initiate reorders without procurement professionals having to manually do it themselves.
Success requires a digital automated procurement solution that tracks current usage in real-time, accounts for infrequent spikes or decreases in usage, and then generates a predictive model of future consumption. That usage data is then leveraged with historical delivery/transit times so that a reorder is initiated at the right time for the right volume.
Combining Automated Software with Proven Hardware
To ensure that last mile management operates seamlessly, today’s automated procurement solutions must be stand-alone, self-operating systems requiring minimal human intervention. They can’t rely on manual processes where users register inventory picks with barcode scanners or RFID scanners. Instead, cloud-based automated procurement solutions must be matched with proven hardware solutions.
Today’s smart scales are incredibly accurate and repeatable weighing systems. When combined with electronic shelf labels (ESLs), they ensure immediate data transfer on all things usage related. When linked to today’s automated procurement solutions, this effective combination can track real-time inventory usage and counts, effectively becoming the backbone of the automated procurement solution.
Optimizing Last Mile Management with Bossard
Bossard’s cloud-based SmartBin smart scale system combined with its SmartLabel (ESL) form an effective combination and multifunctional solution to optimizing logistics inventory management and last mile management. Both solutions are linked to Bossard’s user-friendly ARIMs Mobile iOS and Android App – an intuitive interface that simplifies inventory logistics and supply chain management.
With ARIMS Mobile, you’ll instantly be able to view time-based usage graphs, current inventory counts at multiple storage locations, and critical information on automated replenishment orders and lead times.
If you would like to learn more about how Bossard can partner with your company to dramatically improve last-mile management, contact us now.