Bolting, riveting, welding, soldering, brazing, and fastening have always been the primary means of joining two materials – until now. MultiMaterial-Welding (MM-Welding®) is a new innovative technology that allows for error-free, lower-cost, and higher-efficiency joining of two dissimilar metals, composites, plastics, or other materials.
The MM-Welding® System continues Bossard’s never-ending pursuit of bringing its customers innovative fastening solutions. The result of a joint venture between the Bossard Group and SKion GmbH, the MM-Welding® System includes a series of stand-alone, operator-controlled fastening machines that leverage the latest in AI and smart solutions software. The ideal solution for creating strong fastened bonds between two dissimilar materials, the MM-Welding System® represents a giant leap forward in fastening technology, providing incredible savings and improved efficiency.
Most Common Issues with Manual Joining
While dependable, manual joining processes take time – with some joining and fastening processes more labor-intensive and costly than others. These processes are also prone to human error, have high assembly cycle times, and require more time for in-process and final QC inspection. In many cases, they involve designing and manufacturing customized assembly jigs and fixtures, which further increases costs.
Pre-drilling or punching holes, threading, and tapping, positioning fixtures, assembling various fasteners and either torquing or applying force to ensure proper assembly may seem simple, but these multistep processes are often anything but efficient. They are even more complicated when trying to join two different material types – such as metal to composite or metal to plastic.
Something more is needed.
Smart Manufacturing, Artificial Intelligence (AI) and Lightweight Materials
Today’s manufacturers rely on lightweight, high-strength metal alloys, composites, polymers, and plastics. Increased efficiency, reduced weight, lower cost, and improved performance drive the constant need to innovate with newer materials, formulations, and faster production processes.
With the increased reliance on smart manufacturing, the continued adoption of artificial AI, and the need to shorten product-to-market lead times with faster, more efficient designs and higher quality products, today’s manufacturers need an all-encompassing material-joining solution that shortens new design times, reduces assembly costs, eliminates errors and improves efficiency.
MM-Welding® is that solution.
The MM-Welding® System
The MM-Welding® solution addresses all the inefficiencies associated with manual assembly and joining processes. Relying on ultrasonic waves and friction, the MM-Welding® is a next-generation fastening solution that creates high-strength, durable bonds between two materials. Whether it is two dissimilar metals, metal to plastic, metal to composite, or two non-compatible polymers, the MM-Welding® system can create form-fit connections every time.
A solution that addresses today’s manufacturing needs, MM-Welding® includes intuitive AI, big data, and machine-learning features that provide endless simulations that dramatically improve rapid prototyping and design. Troubleshooting the assembly of two dissimilar materials can be done through the MM-Welding® solution’s software, helping to avoid costly delays in design and in-process assembly times.
The MM-Welding® smart solution software also allows for seamless, in-process, real-time quality control, eliminating manual QC inspection. From fully digitizing your entire production process, shortening design, and rapid prototyping, to using any fixture with any material, MM-Welding® is a revolutionary joining system that ensures an error-free, high-strength, low-cost joining solution with high repeatability.
- Increased joining efficiency
- Lower costs
- Error-free
- High repeatability
- Shorter design times
- High-strength, durable bonds between two dissimilar materials
- AI, smart manufacturing, and fully digitized
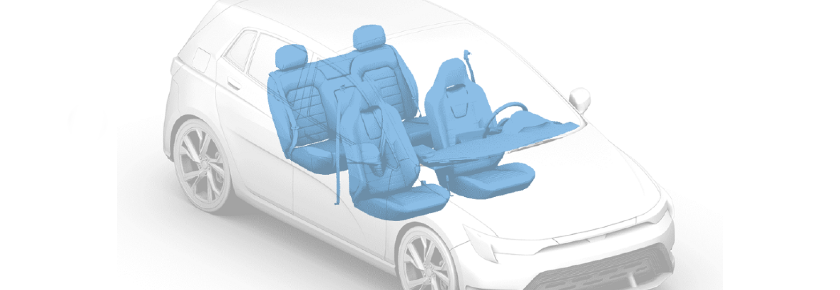
Bonding Expanded Polypropylene (EPP) with MM-Welding®
A critical material relied upon by automotive manufacturers for car headliners, floor mats, and carpets within the cabin and trunk of today’s vehicles, EPP is a 100 percent recyclable multiple-layer, porous material. Possessing excellent impact absorption and strength-to-weight ratio properties, porous EPP is a temperature-resistant material with superior sound-deafening qualities and low water absorption properties. It is also a lightweight material that provides superior cushioning.
- Excellent strength-to-weight ratio
- Fantastic impact absorption properties
- Temperature resistance (cold and hot)
- Low water absorption properties
- 100 percent recyclable
- Excellent thermal insulator
- Superior sound-deafening properties
Conventional Multi-Step Fastening Processes for EPP
Conventional fastening solutions typically include a labor-intensive process requiring various fasteners, multiple separate fittings, and press or friction fittings. These processes can often involve more than one operator working on different fastening locations for a single part. While improvements have been made over the years with conventional multistep EPP fastening, the result is a multistep process with higher cycle times and increased costs.
Not only are conventional EPP fastening processes labor-intensive and costly, but they are also prone to numerous human errors or process errors, leading to many unsecured joints and quality issues.
- Multiple-step process
- Labor-intensive
- Prone to human error
- Expensive
- Inefficient
- Costly
The MM-Welding® System: Increased Efficiency for EPP Bonding
The MM-Welding® System is a single-process solution that uses friction and ultrasonic waves to create a durable, exceptionally strong bond between two EPP materials. This eliminates all the waste, process errors, and high labor and fastener material costs associated with conventional EPP fastening processes.
By leveraging this single-process bonding solution along with the smart software and AI features within every MM-Welding® System machine, welders can dramatically reduce costs, improve quality, reduce errors, and ensure a stronger, longer-lasting bond between two EPP materials.
So, what are some of the stand-alone MM-Welding® System machines?

The MM-Welding® System Table-Top Machine
The MM-Welding® System Table-Top Machine is a manually operated table-top solution where the ultrasonic system can be configured on a customized table with different-sized dimensions. The solution allows the user to operate the machine by hand or with a foot switch. Extremely functional and easily moved and adjusted, the MM-Welding® System Table-Top Machine is ideally suited to welders who operate alone and need to bond different-sized EPP materials.
The MM-Welding® System X-Y-Portal Machine
Allowing for different programming options and multiple clamps, the X-Y-Portal Machine allows users to bond multiple different bonding or welding locations within a single operation, helping to drastically reduce cycle times while providing a superior bond. Nesting can be changed as needed while the feeding system’s noise housing ensures a quiet and seamless operation.
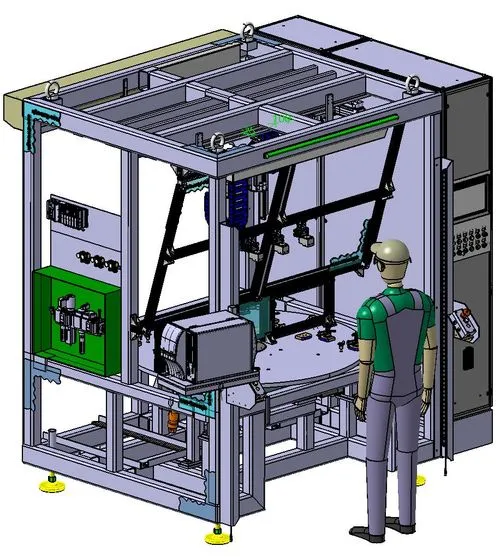
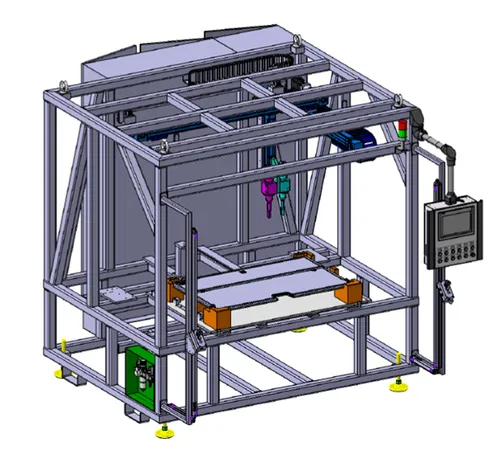
The MM-Welding® System Dedicated Machine
Dedicated Machines are the ideal solution for high-volume, low-cycle time EPP bonding applications. This customizable machine allows for bonding EPP at different angles, multiple locations, and various heights, making it the ideal solution for bonding parts with unique profiles and geometries. Incorporating the same noise-blocking housing as the X-Y-Portal Machine – but in a much larger envelope – the Dedicated Machine can be customized for multiple feeding and has the option of different-sized turntables.
The MM-Welding® System Robotic Machine
Seamlessly integrated into existing production and assembly lines, the MM-Welding® Robotic Machine is the ultimate in functionality. Able to bond or weld multiple materials, Robotic Machines provide an easy-to-use interface, can bond different-sized materials with various thicknesses, and require minimal adjustments to the production or assembly line.
An extremely compact, high-performance, low-maintenance machine, welders can easily access real-time production data and cycle time information, giving them near-instant feedback on all things production-related. This system is the ultimate in ultrasonic wave technology, efficiency, and bonding throughput with its ability to reduce costs, eliminate multiple processing steps, and improve product quality.
Optimized Fastening Solutions with Bossard
The MM-Welding® solution is but another example of Bossard’s continued drive to provide our customers with innovative, reliable, and proven fastening technologies and solutions to improve efficiencies and reduce costs.
Bossard is a well-recognized, established market leader in fasteners and fastening applications. Whether it’s standard or customized fasteners, Bossard has long been seen as a critical partner to manufacturers in multiple industrial and commercial markets. These fastening solutions are combined with Bossard’s real-time smart factory logistics solutions, helping companies better manage their B and C parts and consumables.
If you would like to learn more about how MM-Welding® can help you create a seamless, full-digitized manufacturing and product process, contact us now.