Lean Bonding is an innovative new method of fastening composites and thin metal materials. Developed by bigHead® Bonding Fasteners, a part of the Bossard Group, Lean Bonding allows users to bond fasteners to composite surfaces with incredible speed and strength, while also providing a solution that does not require drilling holes which can weaken the base composite material.
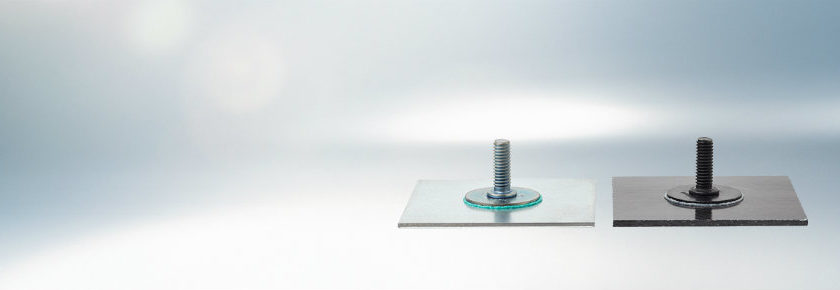
Lean Bonding allows fasteners to be permanently fixed to a suitable composite surface in as quickly as ten seconds! The process involves use of a bonding fastener equipped with a pre-applied adhesive, activated via rapid induction heating. After applying the fastener to the desired surface, the dry adhesive film rapidly cures, permanently securing the fastener.
Automated, semi-automated or manual installation methods are available, and cause no damage to the base material. Successful Lean Bonding is compatible with fiberglass, reinforced plastics, aluminum, steel and carbon fiber reinforced plastic. It is suitable for use with a variety of adhesives, fastener coatings, and sizes. Additionally, using a pre-applied adhesive ensures uniform adhesive thickness and repeatable bond quality. This makes it the ideal solution for the many technical challenges experienced when assembling composite materials that are not suited for clinching, riveting or welding.
Lean Bonding is a reliable process that offers excellent versatility for high and low production levels and can offer profound improvements in speed, quality, and cost.
Some Facts About Lean Bonding:
- The fastener has a 24mm head, comes in M5 and M6 sizes, and in 16 or 20mm lengths
- Wide range of OEM-approved finishes available
- Polyurethane and epoxy based adhesive options are available
Bossard is the industry leader in fastening products and solutions, and Lean Bonding is just one reason why global market leading manufacturing companies choose Bossard as their preferred and trusted supplier for innovative fastening technologies.
To learn more about Lean Bonding and Bossard’s other effective industrial processes, check out www.bossard.com or contact us at ProvenProductivity@bossard.com.