When identifying nuts and bolts, there is some information that can be gathered about them simply by looking at the part. Here is a quick overview of how to identify nuts and bolts by taking a quick glance.
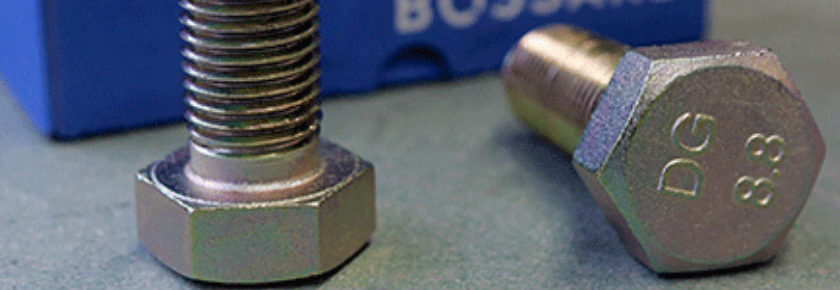
Metric bolts have the class marked on the bolt and the nut. This is identified by two numbers separated with a decimal point. This is an easy way to determine that the bolt thread is metric. A line below the property class is used to indicate if boron was used in the manufacturing of the base material. Common classes are 8.8, 10.9, and 12.9.
Inch bolts are identified by lines on the head of the bolt. If there are no lines but a head marking, that is a Grade 2 bolt. Grade 2 is soft and not heat treated. Three equally spaced lines 120 degrees apart are used with a Grade 5 bolt. Six equally spaced lines are used to identify a Grade 8 bolt. The use of boron steel is identified by equally spacing the identification marks over 180 degrees on the bolt head face.
Metric nuts are identified with a number. This number should be the same as the first number on the bolt. Inch nuts have multiple ways to be identified depending on the standard produced to. If not explicitly stated (number on the face for the grade of the material) the nut will be identified by lines. Grade 2, non-heat treated parts, will have either no line or one line on one of the faces of the nut. Grade 5 nuts will be marked with two lines that are 120 degrees apart. Grade 8 parts will have two lines that are roughly 30 degrees apart (similar grades have 3 equally spaced lines; these are manufactured to alternative standards).
Many times, the bolt head will have a manufacturer’s mark as well. The manufacturer’s mark can be very telling when processing issues with problem parts. If the head markings between two parts are different, they would not be from the same manufacturer, let alone the same manufacturing lot.
More information about identifying nuts and bolts can be found on Bossard’s Website or by contacting us at ProvenProductivity@bossard.com with any questions.
Brandon Bouska
Application Engineer
bbouska@bossard.com