Not taking advantage of thread forming screws in your design? You may be missing out on some performance enhancements and cost savings! From plate steel and sheet metal to thermoplastics and aluminum, consider multifunctional fasteners for your next design.
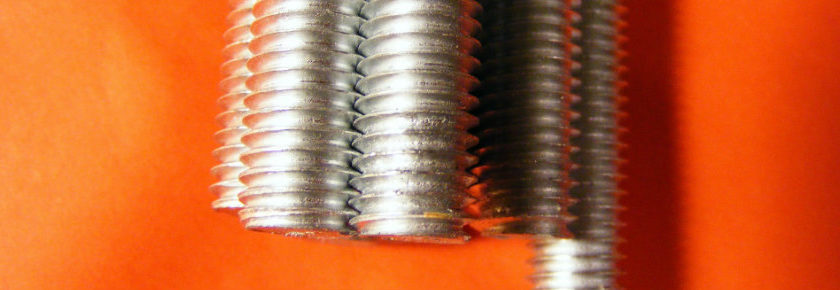
What exactly are thread forming screws? Thread forming screws have the same basic thread pitch as a standard machine screw, with harder threads and different point geometry to create their own threads into an untapped hole. This eliminates tapped holes or nuts and locking features which may be necessary with conventional nut and bolt assemblies.
Self-Locking Effect
One of the big benefits of thread forming screws is the self-locking effect. Because they form their own threads, there are no gaps between male and female threads. This can lead to rotational loosening under vibration loads. This self-locking feature alone can be a good reason to switch.

Reduction of Fasteners
By eliminating nuts or costly tapping operations, as well as locking washers, adhesives or other locking elements, realizing cost savings over the entire joint is possible. Not to mention reducing the number of fasteners and operations needed for conventional assembly.
Specialty Thread Formers for Light Alloy Metals and Plastics
Many specialty type thread forms exist for assembly into light alloys such as magnesium or aluminum. They also exist for various thermoplastic materials. For some harder thermoplastics or thermoset plastics, adding a cutting feature can lessen the stress on the material. This will still create threads into the material eliminating tapping or costly threaded inserts.
For more details on thread forming screws, Bossard offers Expert Education seminars as webinars or in person at your facility, tailored to your specific questions and needs. Contact us at ProvenProductivity@bossard.com for more information.
Doug Jones
Applications Engineer
djones@bossard.com