Another consideration when building a fastener strategy is drive styles, especially in smaller screws with internal recess drives. If no fastener strategy is enforced, many customers may have several different styles in their bill of materials, creating a proliferation of similar parts. Some of the more common drive styles are shown below:
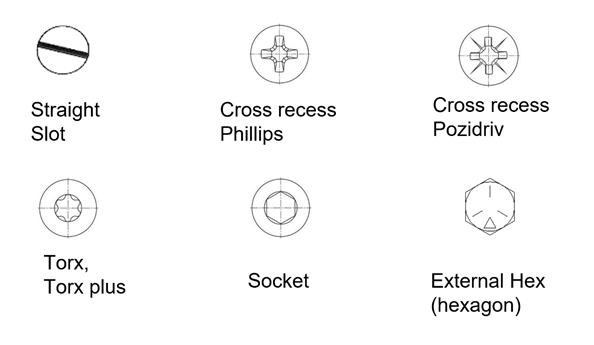
Slotted
- A slotted head style is not recommended for use in high volume or automated assembly. Sometimes this drive is still the best option for access panels that need to be serviced in the field using simple, readily available tools.
Phillips
- This is a common drive for most head styles and okay for higher volume assembly. One disadvantage is that the tapered side walls of the drive require significant down force during tightening or removal to prevent the tool from slipping and damaging the drive. Once the drive is damaged, it can be hard to remove.
Pozidriv
- Similar to Phillips, a Pozidriv head style has vertical side walls in the drive which have less tendency to “cam-out” when installing or removing. This drive typically extends tool life in high volume assembly but does require a Pozidriv driver bit which can be confused for a Phillips drive bit. Pozidriv heads can be identified by the four tick marks around the cross (see above). Driver bits are marked with a “pz” while Phillips are marked with a “ph”.
Torx, Torx Plus or Hexalobular
- These drives have been around for several years and are more readily available in metric than inch hardware. Torx and hexalobular are very similar and use the same driver, while Torx Plus has slightly different geometry and offers longer tooling life in high volume assembly. Torx driver bits are marked with “T” while Torx plus are marked with “IP”.
Socket
- This is an internal hex drive which uses a hex key, sometimes also referred to as an Allen key. It is often used in larger diameter bolts which have limited space for a standard socket as a driver. In smaller screws, the internal hex may become damaged as tooling wears, which can make them difficult to remove.
For more information on the availability of these drive styles, and which one best fits your needs, check out www.bossard.com or contact us directly at ProvenProductivity@bossard.com.
For more shopping options click here.
Doug Jones
Applications Engineer
djones@bossard.com