Achieving full supply chain transparency represents the ultimate in supply chain and logistics efficiency. The ability to fully leverage data analytics for logistics to pinpoint exactly what is happening with raw materials or work-in-process (WIP) parts at any given stage of a company’s supply chain – with its numerous suppliers, warehousing locations, multiple touchpoints, distribution channels, and in-transit deliveries – is the ultimate goal. However, with that increased synchronization comes the need for user-friendly, cloud-based software solutions that simplify logistics data analysis.
With the onset of Industry 4.0 and the increased adoption of smart manufacturing and smart logistics, companies are hard-pressed to integrate multiple IoT networks, legacy software systems, robotics, automated machinery and equipment, and mobile-optimized digital solutions into a seamless and continuous big data feedback solution – and for good reason.
Supply chain transparency – while sounding great on paper – is a considerable undertaking. Integrating numerous software-based inventory, manufacturing, and logistics data across multiple levels of a supply chain takes strong vendor relationships and stakeholders willing to invest resources, time, and capital in IT infrastructure and digital systems that bring supply chain efficiency to fruition. However, driven largely by a socially active public that demands transparency, increased competition, and multiple global legislative initiatives, the progress toward supply chain transparency is in full force.
The World of Big Data Analytics for Logistics
Companies pursuing supply chain transparency must invest in digital tools that fully leverage real-time big data tracking and analytics, so they can make better, more informed, and more timely decisions. However, the idea that procurement professionals need to constantly review endless amounts of data to make time-critical decisions is far-fetched. The impetus isn’t to inundate supply chain and procurement professionals with big data – so big in fact that they become overwhelmed.
The goal of big data analytics should be to simplify how procurement and supply chain decisions are made – and for that to happen, it takes stand-alone cloud-based digital procurement solutions that leverage machine learning algorithms and artificial intelligence (AI). Consider these digital solutions as self-automated systems that lessen the burden on procurement and supply chain professions.
When leveraged properly – and with the right digital tools – big data analytics for logistics can help companies gain numerous supply chain efficiencies. From stand-alone digital inventory solutions that initiate reorders for stock replenishment by tracking real-time part and material usage, to manufacturers that can instantaneously initiate mid-production line switches, to delivering critical data to mobile devices that allow companies to quickly divert in-transit deliveries to faster routes, the possibilities for big data analytics for logistics are endless.
Take the First Step Towards Supply Chain Transparency with Bossard
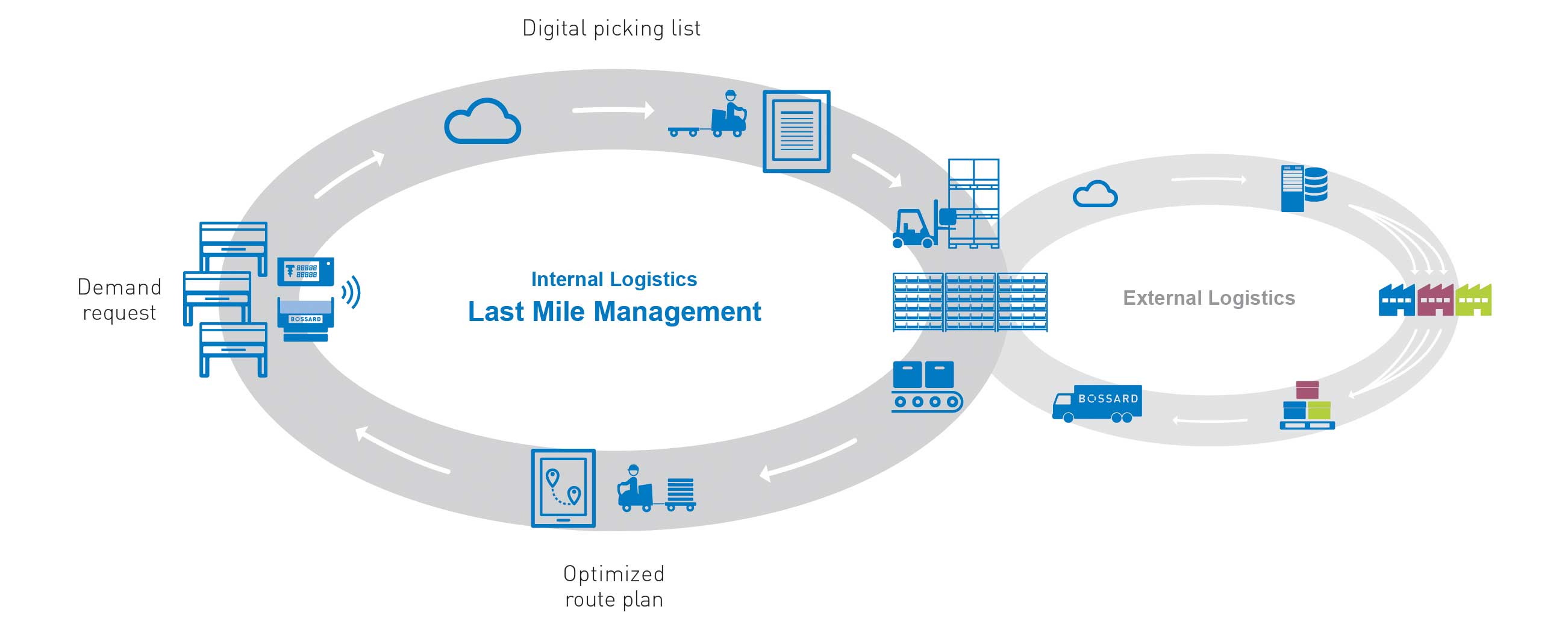
Bossard’s mobile-optimized and user-friendly ARIMS system empowers procurement and supply chain professionals with time-critical inventory and parts storage data, graphs, and information on usage, replenishment, and consumption through an easy-to-understand and easy-to-use digital interface. By leveraging Bossard’s full line of smart factory logistics solutions – such as SmartBin Cloud, SmartLabel, and SmartLocker – procurement and supply chain professionals can make near-instant decisions that maximize logistic efficiencies.
If you would like to understand how Bossard’s lineup of smart factory logistics solutions can help your business optimize its B and C parts and consumables, contact us now.