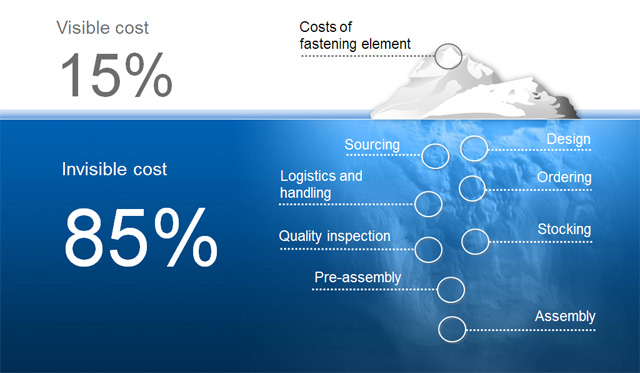
Si vous cherchez à augmenter votre productivité, quelle que soit l’application ou l’industrie, la première étape est d’analyser le coût total de possession des fixations utilisées. En réduisant les frais invisibles (qui peuvent représenter jusqu’à 85 % des frais totaux), vous réaliserez d’importantes économies tout au long de la durée de vie du produit.
En ce qui concerne les fixations, la manière la plus simple de faire des économies est la rationalisation. Pour commencer, examinez les pièces et leur fréquence d’utilisation. Si l’on considère les pièces individuellement, il est important d’identifier les pièces qui peuvent être supprimées ou remplacées avec des pièces déjà utilisées sans mettre en danger l’intégrité de l’assemblage. Retirer des pièces peut permettre d’augmenter la rentabilité. Réduire les pièces signifie réduire les amalgames et l’obsolescence. En outre, en commandant des quantités plus importantes de pièces et en réduisant le type de fixations utilisées, vous augmentez votre pouvoir d’achat auprès de votre fournisseur.
La première chose à examiner est la longueur des fixations. Souvent, différentes longueurs de fixations sont utilisées alors qu’elles ne diffèrent que de 1/8″. Quand différentes longueurs sont utilisées, il est possible d’en éliminer certaines et de les remplacer, et ainsi réduire le nombre de modèles de fixations. Le type de tête est un autre facteur important pour migrer vers un procédé de rationalisation. Si l’application permet d’utiliser le même type de tête, vous réalisez des gains de temps et ferez des économies en main d’œuvre et financières. Par exemple, si l’application utilise trois types de têtes différentes qui nécessitent trois réglages, le temps et la main d’œuvre impartis augmentent à chaque fois qu’il faut changer de fixation.
Les traitements de surface sont un facteur important à prendre en compte pendant le procédé de rationalisation. Il existe beaucoup de types de revêtements possibles pour une seule tâche. Par exemple, si l’application utilise des pièces zinguées ou dotées d’un revêtement en acier inoxydable, il est possible d’utiliser exclusivement de l’acier inoxydable. L’acier inoxydable convient à la plupart des applications. La résistance du matériau est une autre option. Parfois, le plus résistant n’est pas toujours le meilleur choix. Une pièce plus ductile, de résistance moyenne, peut représenter un choix plus judicieux.
La rationalisation est une procédure qui peut entraîner d’importantes économies. Remplacer les rondelles, les revêtements de surface ou le type de tête sont des changements relativement simples qui peuvent influencer fortement le coût total de possession des fixations utilisées dans les applications.
Pour plus d’informations sur la rationalisation et le coût total de possession, contactez-nous par e-mail à ProvenProductivity@bossard.com.