Sie haben einen Termin, den Sie einhalten müssen. Und zwei Wochen, um 500 weitere Einheiten zu produzieren, also 50 pro Tag, wenn Sie die Erwartungen Ihres Kunden erfüllen möchten. Dafür sollten Sie gut gerüstet sein. Dann tritt auf einmal ein Problem auf. Die Schrauben werden an der Montagelinie gedehnt oder brechen. Was können Sie jetzt tun?
Ihre Checkliste sollte nun in etwa folgendermassen aussehen, in entsprechender Reihenfolge:
- Überprüfen Sie, ob die richtigen Drehmomenteinstellungen verwendet werden – 120 Nm ok
- Überprüfen Sie den Drehmomentschlüssel – Kalibrierung ok
- Überprüfen Sie die Kopfkennzeichnung für die Festigkeitsklasse Ihrer Verbindungselemente – Klasse 10.9 ok
- Überprüfen Sie, ob möglicherweise ein Schmiermittel in die Gewinde oder unter die rotierende Auflagefläche geraten ist – ok
- Überprüfen Sie die Kernhärte der Schrauben – HRC 32–39 ok
- Bitten Sie Ihren Lieferanten für Verbindungstechnik um eine Verbindungsanalyse
Montagelösungen anhand echter Beispiele
Mit genau diesem Fall hatte es einer unserer Bossard Techniker zu tun. Nachdem er die Schrauben daraufhin untersucht hatte, ob sie den Härtevorgaben entsprachen, war die naheliegende Empfehlung, das Drehmoment zu senken. Doch um welchen Wert? Wie können wir ausreichend Vorspannkraft für eine feste Verbindung gewährleisten?
In diesem Fall hatte der Konstrukteur eine minimale Vorspannkraft von 30 kN für eine sichere Verbindung berechnet. Da die Schrauben beim empfohlenen Drehmoment gedehnt wurden, führten wir einen Test durch, um festzustellen, wie viel Drehmoment für ein Anziehen der Verbindung erforderlich war.
Anhand einer Reibwertprüfung an der Verbindung konnten wir feststellen, dass die lackierte Oberfläche unter der Flanschmutter über eine weitaus geringere Reibung verfügte als erwartet. Dadurch wurden mit dem empfohlenen Drehmoment von 120 Nm sehr viel höhere Vorspannkräfte verursacht.
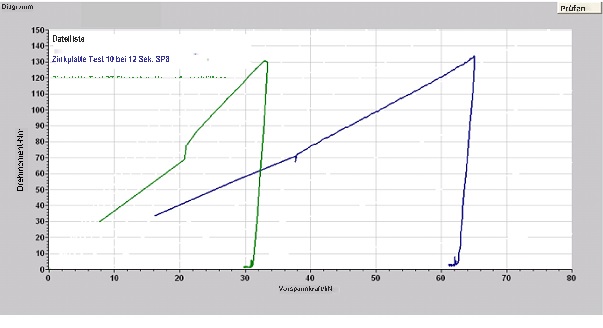
Im folgenden Diagramm wird die Vorspannkraft mit einer lackierten Oberfläche und einer blanken Stahlfläche verglichen:
Typische Daten aus einer Verbindungsanalyse:
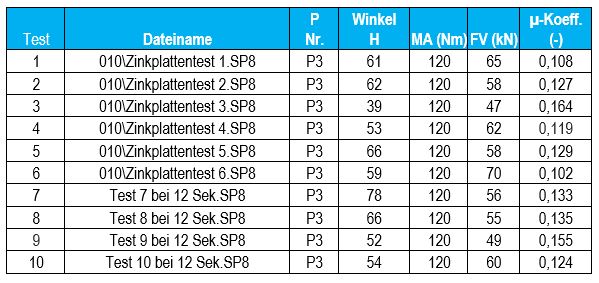
- MA = Drehmoment
- FV = Vorspannkraft
- µ-Koeff. = Reibungskoeffizient gesamt
Um zu bestimmen, bei welchem Drehmoment die Schraube nachgeben würde, waren weitere Tests erforderlich. Im schlimmsten Fall gab die Schraube bei einer Vorspannkraft von 61 kN nach, einem höheren Wert als die Minimalanforderung von 30 kN.
So wurde das Problem durch die Verbindungsanalyse ersichtlich und die Empfehlung lautete, das Drehmoment auf 110 Nm zu senken, um über der Mindestvorspannkraft und unter der Streckgrenze der Schrauben zu bleiben und ein Überdehnen und ein Stoppen der Montagelinie zu vermeiden. Das Problem war gelöst!
Wenn Sie eine Verbindungsanalyse benötigen, schauen Sie sich Bossards neueste Assembly Technology Expert Dienstleistungen an, insbesondere die Expert Test Services, oder schreiben Sie uns an: ProvenProductivity@bossard.com.
Doug Jones
Applications Engineer
djones@bossard.com



