There are two ways to make a bolt or screw out of a piece of round stock. First, there is screw machining, that cuts excess metal away from a piece of bar stock until what remains is the shape you want. These fasteners start out with a bar stock size equal to the largest diameter of the fastener being made. This process produces a fastener with scrap material left over. The second method, cold heading, forces a piece of wire stock into the desired shape without removing any metal. When finished, the fastener will be produced without wasted material.
Screw machined parts are made by lathes or CNC’s (computer, numerical controlled machines). Cold heading is done by a variety of cold heading machines. It involves moving metal through a series of dies to form the part to its desired shape.
Cold heading machines use a coil of wire and form the wire into desired parts at very high rates of speed allowing the cold-headed parts to be made very quickly and economically. The process begins by loading a large coil of wire in front of the cold heading machine. The wire is purchased in a condition called spherodized anneal. This special condition allows the material to be formed without cracking.
The wire is then pulled through a wire draw box to change the stock diameter to the specific diameter required to manufacture the fastener. Running the wire through a draw box makes the wire shape very round with a tolerance of .001. This is very important to holding size on the final parts after it is cold headed. A wire straightener can also be added which will align the wire prior to going into the cold heading machine. Straightening the wire is especially important on long parts.
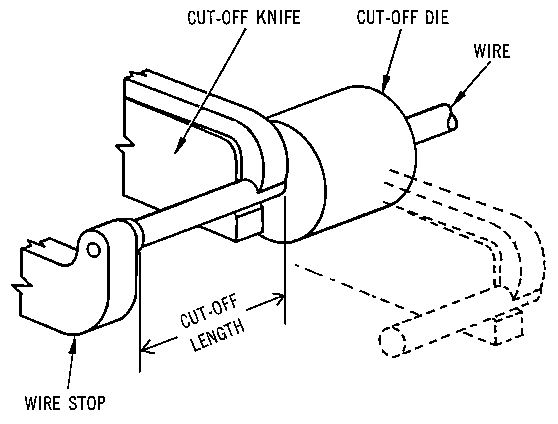
After the wire has been successfully drawn to size, the wire enters the inside of the cold heading machine. The wire goes through a cut-off die and continues until it reaches a wire-stop. Once it reaches the wire stop, a cut-off knife moves across the wire, cutting it off to a specific length. This is referred to as the cut-off slug.
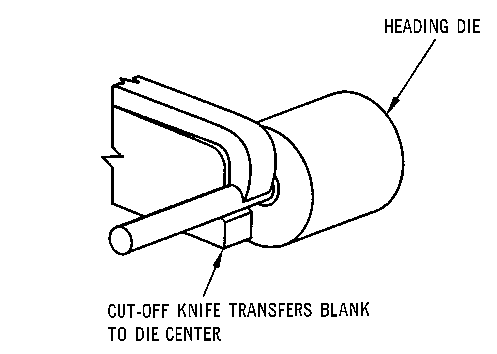
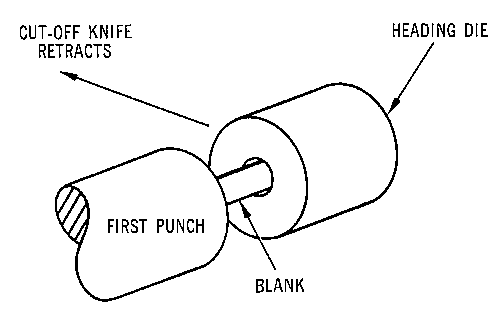
The slug is then placed in front of the heading die by the cut-off knife. Once the slug is in the proper position in front of the heading die, a series of punches are used to strike the part. This is how a cold-formed fastener is processed.
At Bossard, we use cold heading to cut down on waste material. We believe this is a better solution because it eliminates costs for our customers and improves overall productivity.
Cold Heading Terms:
Cut-off: A specific length of wire that is cut off from a coil of wire prior to going into the heading die.
Heading Die: A stationary piece of tooling that has the specific geometry for the part machined into its cavity used to form parts.
Punch: A piece of tooling that moves, striking the cut-off slug to upset material and push it into the heading die.
Knockout Pin: (used for two purposes)
- To serve as a support against which the blank rests while it is being headed.
- To eject the part out of each die.
Diameter of Upset: The amount of material that can be upset to form a head of a fastener. A length of wire equal to its diameter. The term “1 diameter of upset” only moves a small amount of material to form the head of a fastener. The term “4 ½ diameters of upset” involves moving a lot of material to form the head of a fastener. The larger the diameter of upset – the larger the head diameter can be made.
Upsetting: Striking an object on its end causing the existing diameter to increase in size.
Extrusion: Forcing into a die causing the diameter to become smaller
Grain Flow: The grain flow of the existing material is either interrupted (as in machining) or uninterrupted (as in cold heading). A part that has an interrupted grain flow is weaker than a part with uninterrupted grain flow. Cold-formed parts are stronger because the internal grain structure follows the contour of the part.
Learn more about the basics of the cold heading process by contacting us at ProvenProductivity@bossard.com.
To shop wire cable products click here.
Basics of the Cold Heading Process by Bossard


