您的设计投入生产已有一段时间了,现在是时候考虑成本节约了。紧固件在总体设计成本中只占极小的一部分,值得在这方面考虑节约吗?
虽然紧固件的成本极低可能是事实,但是在购买紧固件时往往有许多隐性成本被忽略。我们将此成本称为总拥有成本,或 TCO。
为了更好地说明紧固件的 TCO 模型,我们使用冰山模型。
紧固件总拥有成本
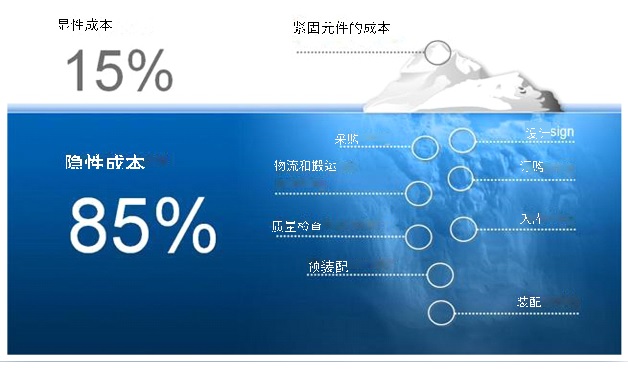
平均而言,紧固件本身仅占总成本的约 15%。余下 85% 的成本来自于开发、采购、测试、库存、装配和物流。此事件链正在给整个紧固件生态系统增加成本。
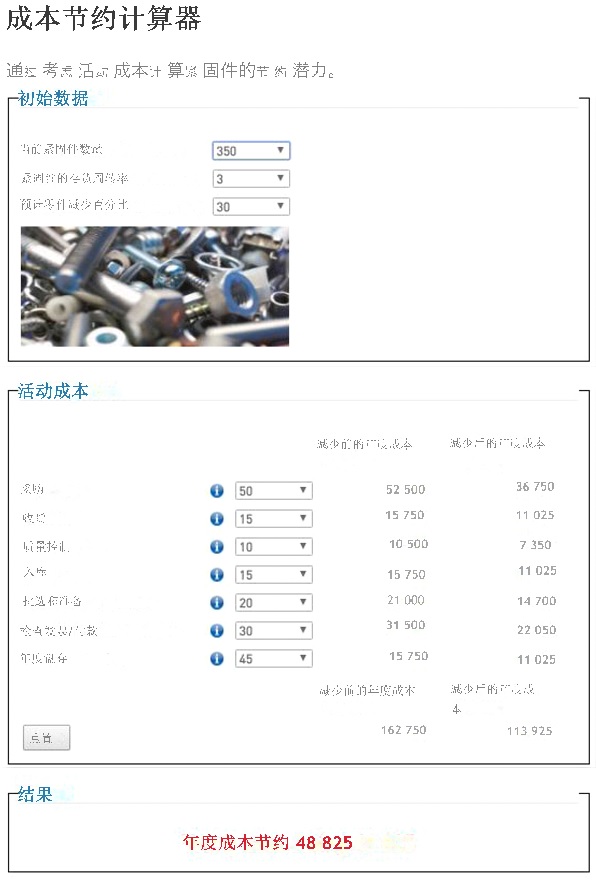
让我们看一个来自 Bossard 成本节约计算器的例子。
如果您对发现您的设计中的隐性成本节约感兴趣,请查看 Bossard 的最新装配技术专家服务,或通过 ProvenProductivity@bossard.com 与我们联系。
Doug Jones
应用工程师
djones@bossard.com