紧固技术包括三个基本要求,几乎适用于各个行业:
- 一方面,在产品的整个使用寿命中,应确保其锁紧与连接功能。
- 另一方面,在生产过程中,不可或缺简单、安全的加工方式。
- 最后,解决方案应该以成本效益兼顾高品质为原则。
采用拉铆技术领域的紧固解决方案,我们提供的紧固件不仅能满足这三方面的要求,还能提供额外的优势。
o 支持拉铆钉的主要论点之一就是它的过程只需要单面植入。紧凑型工具可用于此类安装。这是一项巨大的优势,因为通常的紧固解决方案需要双面植入,这一整合减少了单个部件的工作,也可降低相当大的设置成本。
• 可将不同材料连接在一起(混合材料、塑料、层压板等)
o 塑料部件
o CRP材料
o 铝
o 镁
o 高密度钢
o 层压板
o 预涂板
o 其它材料
• 只需一颗铆钉就能连接不同厚度的材料
• 无特殊限定条件
• 对相连的工件没有热负荷。
• 无需冷却或固化时间
• 无有害烟雾产生
1934年,英国伯明翰的 “George Tucker Eyelet “公司开发并制造了第一颗拉铆钉。最初是作为航天工业专用紧固件开发的,由于其高效的加工特性和单面植入的优势,很快就被应用到了其它行业。
POP®拉铆钉问世了。
KVT-Fastening集团自20世纪60年代初开始在POP®拉铆钉的市场推广中发挥了重要的作用,如今在拉铆技术领域拥有丰富的专业知识。从那时起,拉铆钉的发展已经发生了很多变化。最新开发的POP®品牌系列是POP® VGrip™。这一新产品独具匠心,并且具有众多的优势。
o VGrip™拉铆钉的一个重要特点是它的闭合头设计。在铆接过程中,套筒材料向外径方向移动,从而形成了圆盘形的闭合头。此外,芯棒不会嵌入铆钉套筒中,这与传统的多重夹紧铆钉不同。
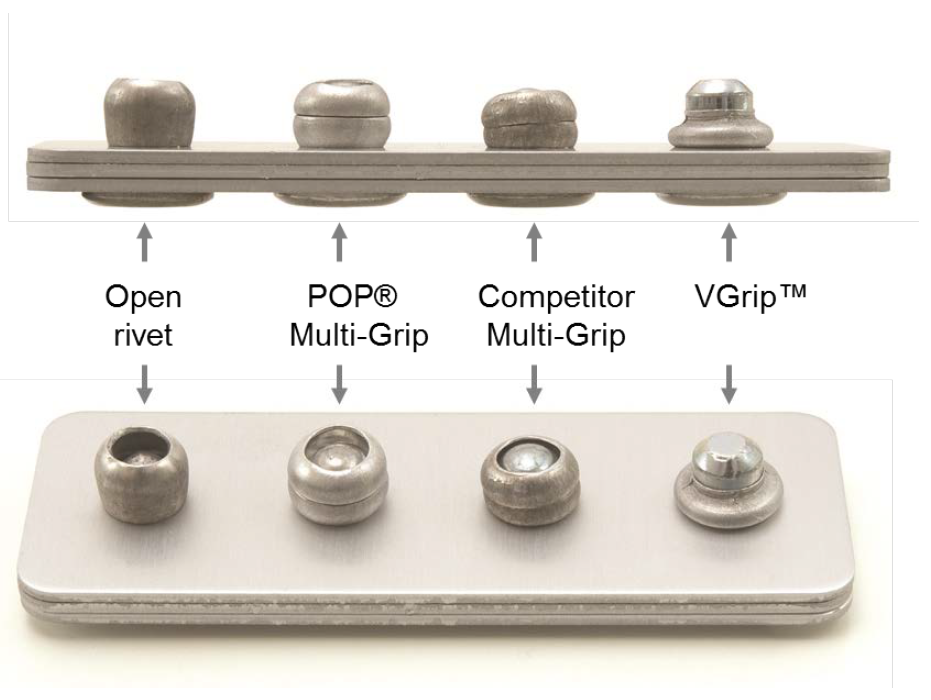
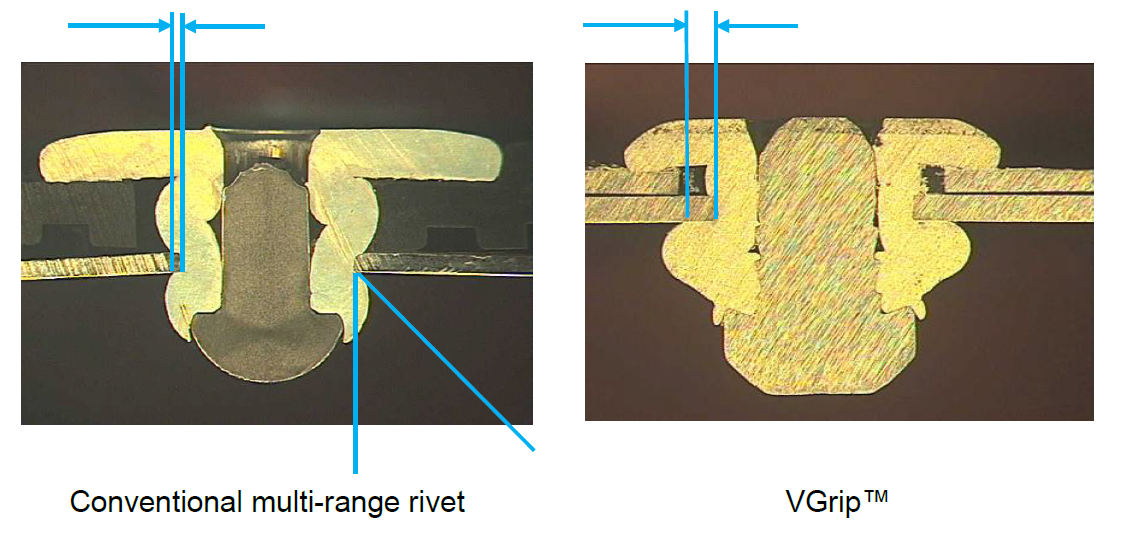
o 这种特殊的功能使得POP® VGrip™能够将拉力分布在闭合头一侧更大的区域(见下图),因此,VGrip™能够比传统的多重铆钉吸收更多的拉力。此外,由于载荷分布更均匀,较薄或易碎的板材可以固定在闭合头侧/铆接板侧,而不会造成损坏或变形。
• 增加夹持范围
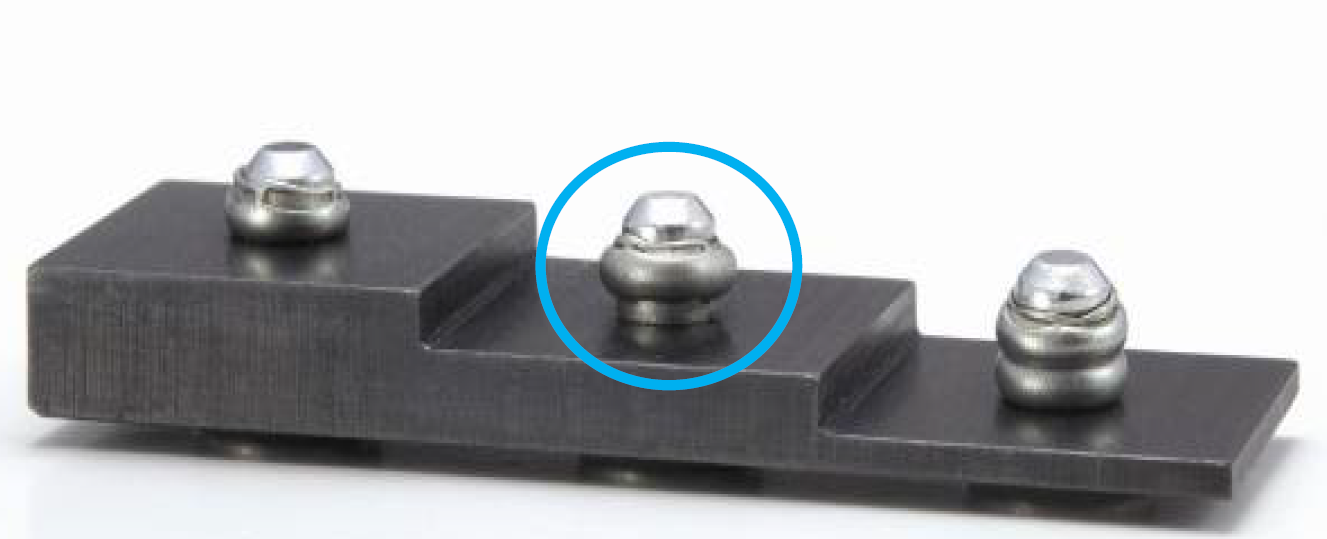
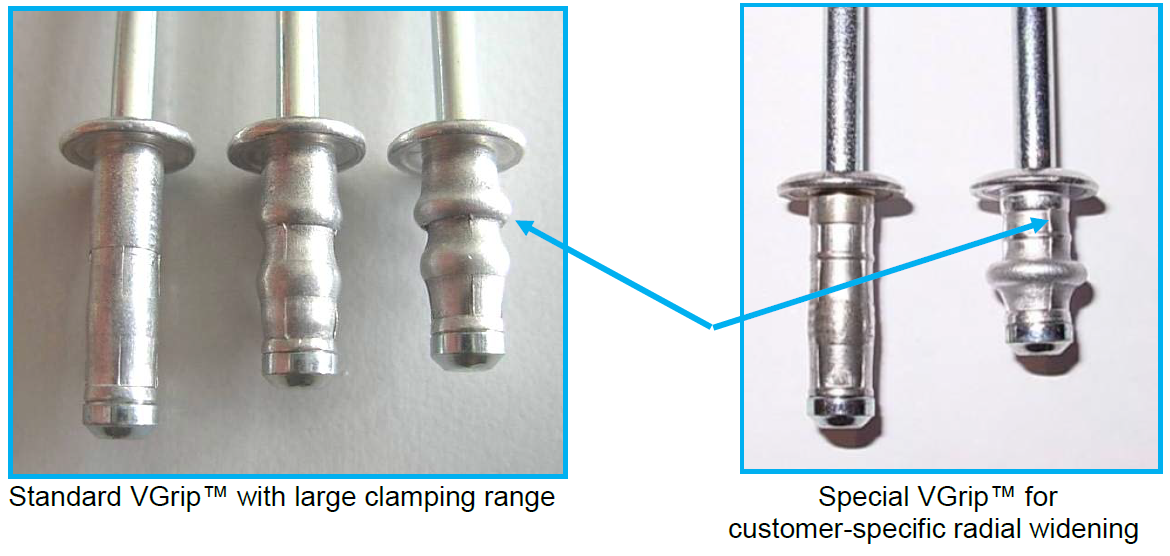
• 传统的拉铆钉是为了覆盖一个较小的特定夹持范围(应用厚度)而设计的。例如,针对1.5-6.0mm之间的不同应用厚度,必须使用四种不同夹持范围的拉铆钉。为了降低这种复杂性,POP® VGrip™可以只需一颗铆钉承载1.5至6.0mm的夹持范围(见下图)。这样一来,只需一颗铆钉就可以代替四颗不同的铆钉。

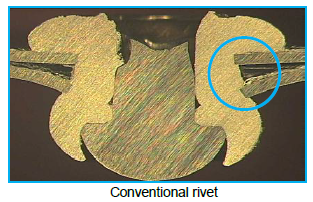
• 一般来说,传统的多重夹持铆钉都是按照同样的系统工作,并且覆盖相同的夹持范围。然而,与VGrip™多重夹紧铆钉相比,在相同的夹紧力范围内,多重夹紧铆钉不一定能形成均匀的闭合头,因此不一定能吸收全部受力。在某些夹持范围内,不能完全形成闭合头,这将导致轻微的径向膨胀。这就有可能造成连接的轴向载荷(见下图)。
• 受控的承接应力
• 例如,如果拉铆钉套筒的孔必须相互对准,或者如果要防止部件发生侧滑,那么拉铆钉套筒的孔边可能承受应力。但是,如果径向膨胀会损坏部件,或者拉铆钉套筒材料压在待连接部件之间并使其膨胀,则不可承受应力(见下图)。
• 在标准配置的VGrip™中,拉铆钉套筒可以径向膨胀,以实现最大的夹持长度范围。为了限制径向膨胀,拉铆钉本体可以附加压花。工件被牢固地连在一起,被连接的部件孔隙应力被降低。
• 高夹紧力
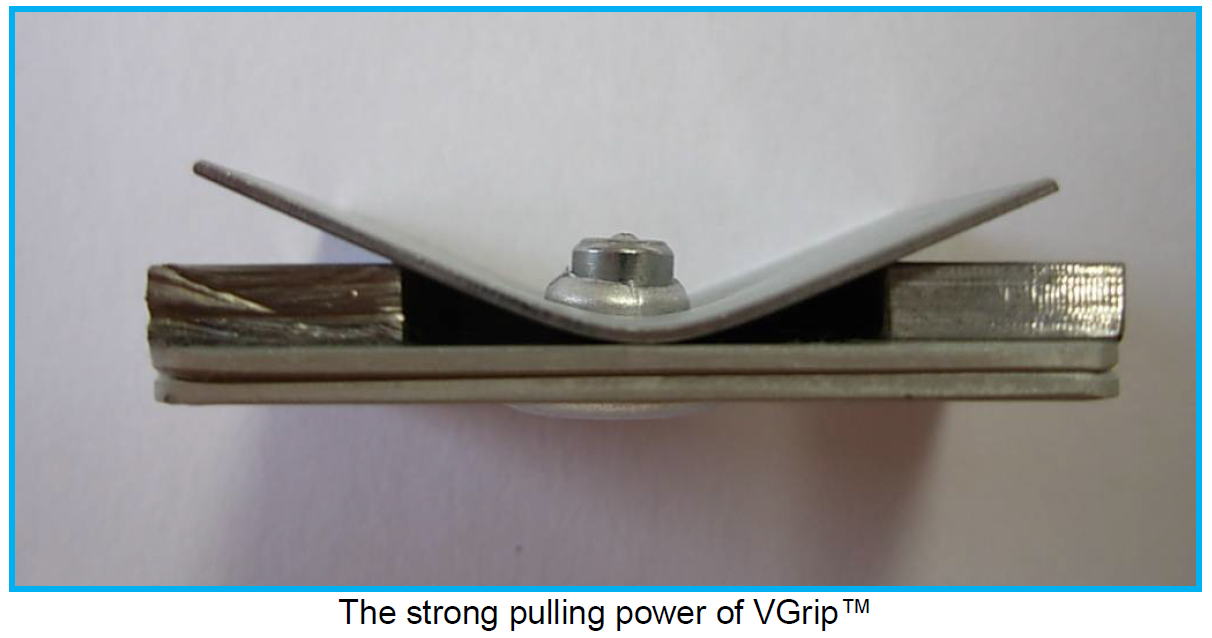
o 基于改良后的铆接工艺,POP® VGrip™能够封闭连接部件之间的缝隙。这就简化了生产过程中工人的操作,因为他们无需在铆接过程之前将两种材料之间较小的缝隙封闭起来。VGrip™以其强大的夹紧力将材料安全地连接起来,并消除缝隙(见下图)。
• 残余芯轴锁紧
• 众所周知,残余芯轴松动的响声。拉铆钉安装完毕,剩余的芯轴不能掉出来,原因有很多。一方面如果里面有东西在响,就会降低产品的价值,另一方面可能与安全有关,比如在电气工程应用中,为了避免造成短路,绝不能掉到装配部件的内部。
• 传统的拉铆钉,仅靠铆钉头部的铆钉珠和变形将剩余芯钉固定在拉铆钉中。但是,剩余的芯钉并没有被牢牢锁住,例如,如果芯钉头和套筒处有较大的公差,在振动或冲击的作用下,剩余的芯钉可以很容易掉出来。

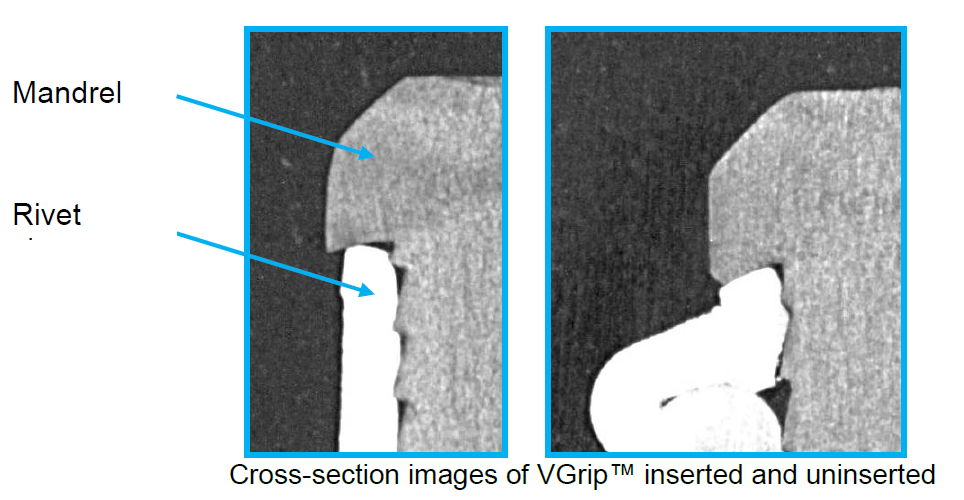
o 由于其设计/芯轴特殊的几何形状,POP® VGrip™具有芯轴锁定系统,即使在高强度振动的应用中也能保持固定,从而防止脱落(见下图)。
• 滚动芯轴
o 为了提高拉铆工具钳口的使用寿命,芯轴在拉伸区进行滚动。

• 特别介绍部分
o 心轴头部带斜面有利于将拉铆钉插入钉孔中,从而缩短加工时间。

您是否感兴趣?
在下面的链接中,您可以看到我们目前所有POP®铆钉的种类,并可了解更多关于POP®品牌的信息。
https://www.bossard.com/en/product-solutions/brands/rivet-technology/pop/
或在Youtube上通过以下链接观看视频VGrip™系列的优势。
您是否对我们的POP®品牌产品或铆接技术领域的其它产品仍有疑问?发送邮件至ProvenProductivity@bossard.com 。