Il existe deux manières de fabriquer un écrou ou un boulon à partir d’une barre cylindre. Tout d’abord, il existe le décolletage qui découpe le métal excessif de la barre jusqu’à ce que la pièce souhaitée soit découpée. Ces fixations sont fabriquées dans une barre dont la dimension est égale au plus grand diamètre de la fixation à fabriquer. Ce procédé génère beaucoup de chutes. La seconde méthode est la frappe à froid. Elle permet de former du fil à la forme souhaitée sans découper de métal. La fixation est fabriquée sans aucune perte de matériau.
Les pièces décolletées sont fabriquées par des tours ou des machines à commande numérique par ordinateur. La frappe à froid est réalisée à l’aide de diverses machines de frappe à froid. Elles permettent toutes de faire passer le métal à travers divers moules pour former la pièce.
Les machines de frappe à froid utilisent une bobine de fil et forment le fil à haute vitesse, permettant de former les pièces rapidement et de manière rentable. Ce procédé commence par le chargement d’une large bobine de fil en face de la machine de frappe à froid. Le fil est un fil d’acier sphéroïdisé recuit. C’est un fil qui peut être formé sans fissure.
Le fil est ensuite tiré à l’aide d’une boîte de tirage afin de faciliter le changement de diamètre conformément aux besoins de la fixation. Faire passer le fil par une boîte de tirage confère au fil une forme ronde et une tolérance de .001. C’est essentiel pour maintenir la taille de la pièce finale après la frappe à froid. Un redresseur de fil peut également être ajouté afin d’aligner le fil avant qu’il ne pénètre dans la machine de frappe à froid. Redresser le fil est très utile pour la fabrication de pièces longues.
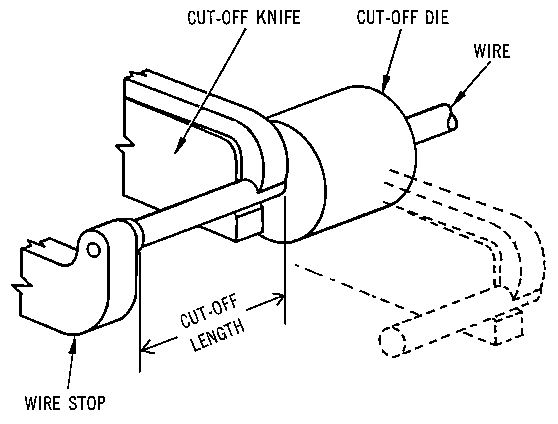
Une fois le fil étiré à la bonne taille, il entre dans la machine de frappe à froid. Le fil passe par une matrice de cisaillement et continue jusqu’à ce qu’il atteigne une butée. Une fois la butée atteinte, une lame de cisaillement traverse le fil pour le découper à la bonne taille. On appelle le résultat un lopin matière.
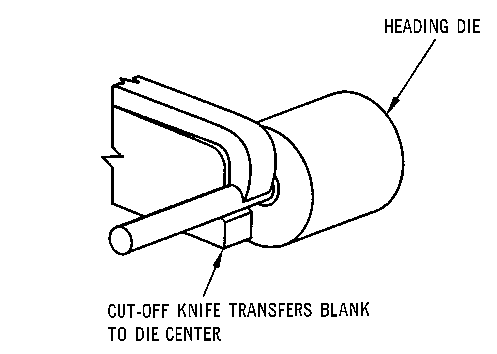
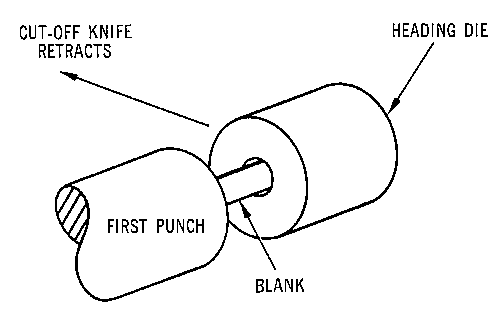
Le lopin est ensuite placé en face du moule de frappe. Une fois que le lopin est dans la bonne position, il passe par une série de poinçons afin d’obtenir sa forme finale. Voici comment une fixation frappée à froid est fabriquée.
Chez Bossard, nous utilisons la frappe à froid pour éviter les pertes de matière première. Nous sommes persuadés qu’il s’agit d’une solution efficace car elle limite les frais pour nos clients et améliore la productivité.
Les termes techniques de la frappe à froid :
Lopin : une longueur spécifique de fil découpée d’une bobine avant de passer dans le moule de frappe.
Moule de frappe : une station d’usinage dotée d’une géométrie spécifique pour la pièce fabriquée.
Poinçon : une pièce d’usinage qui se déplace, frappe le lopin pour refouler le matériau et le pousser dans la matrice de frappe.
Tige d’éjection : (utilisée pour deux usages)
- Sert de support pour la plaque pendant qu’elle est frappée.
- Permet d’éjecter la pièce de chaque moule.
Diamètre de refoulement : quantité de matière refoulée pour former une fixation. Une longueur de fil est égale à son diamètre. Le terme « diamètre de refoulement 1 » n’implique qu’un petit déplacement de matière pour former une fixation. Le terme « diamètre de refoulement 4 ½ » implique un important déplacement de matière pour former la tête d’une fixation. Plus le diamètre de refoulement est important, plus le diamètre de la tête est large.
Refoulement : frapper un objet sur une de ses extrémités afin d’augmenter le diamètre.
Extrusion : pousser dans une matrice afin de réduire le diamètre
Fibrage : le fibrage d’un matériau est soit interrompu (décolletage), soit ininterrompu (frappe à froid). Une pièce avec un fibrage interrompu est plus faible qu’une pièce avec un fibrage ininterrompu. Les pièces formées à froid sont plus solides car la structure interne du grain suit les contours de la pièce.
Apprenez-en plus sur les principes fondamentaux de la frappe à froid en nous contactant par e-mail à ProvenProductivity@bossard.com.
Principes fondamentaux de la frappe à froid by Bossard



