马上就到截止日期了。您需要在两周内生产 500 多个单元,以满足客户每天 50 个单元的生产速度预期,所以您必须确保一切顺利。突然,您遇到一个问题。装配线上的螺栓开始拉伸并断裂。您现在怎么办?
您的检查表应包含以下内容,从而:
- 验证所用的扭矩设置是否正确 – 120Nm,正常
- 验证扭矩扳手 – 校准,正常
- 检查紧固件性能等级头部标识 – 10.9 级,正常
- 检查任何润滑油进入螺纹或旋转支承面的迹象 – 正常
- 检查螺栓的芯部硬度 — HRC 32-39,正常
- 联系紧固件供应商获得连接分析
真实装配解决方案
这个案例发生在一位 Bossard 工程师身上。在检查螺钉确保它们满足硬度规格后,明显的建议是降低扭矩。但降低多少呢?如何确保夹紧力足以让连接紧固?
在本例中,设计工程师将最小夹紧力要求确定为 30kN,以保证安全连接。由于建议的扭矩导致螺栓拉伸,我们执行了测试来确定要紧固连接需要多大的扭矩。
通过在连接上进行扭矩/预紧力试验,我们得以确定法兰螺母下方的涂漆面的摩擦力远低于预期。这导致使用建议的 120Nm 扭矩时夹紧力高出太多。
图表比较的是喷漆面以及裸钢表面的夹紧力:
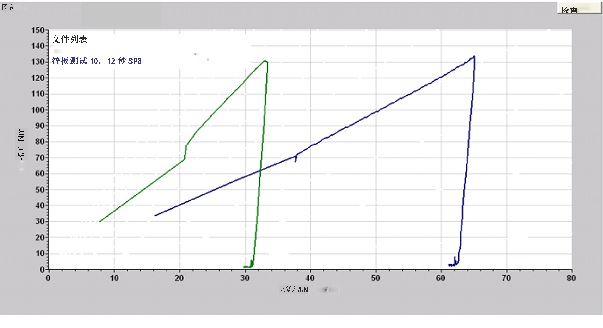
来自接合分析的典型数据:

- MA = 扭矩
- FV = 夹紧力
- µ coef = 总摩擦系数
要想确定发生屈服时的扭矩,必须进行更多测试。在最糟糕的情况下,屈服发生时的夹紧力为 61kN,高于最低 30kN 的要求。
连接分析确定了问题,建议是将扭矩减少至 110Nm 以保持高于最低夹紧力并低于螺钉的屈服点,从而避免拉伸和装配线停止。问题解决了!
如需进行接合分析,请查看 Bossard 最新的Assembly Technology Expert 服务,特别是 Expert Test Services,或通过 ProvenProductivity@bossard.com 联系我们。
Doug Jones
应用工程师
djones@bossard.com



