激光切割金属板可大幅节省时间并提高准确度。但是它也会在为直接紧固件装配切孔时带来麻烦。
很多年来,制造商一直在使用带有标准机器螺纹和表面硬化特点的自攻锁紧螺钉。这些螺钉使用预制孔,在拧入过程中在配合材料上形成适配的螺纹。材料的厚度通常决定了孔的大小,以便得到最低攻入扭矩和最高的失效扭矩,从而得到最佳连接的性能。

这些螺钉需要在低碳钢上预钻孔或预冲孔。针对每种尺寸和厚度的材料,都有开孔尺寸建议。但在激光切割孔时,我们一般会看到热影响区域,而这会导致开孔周围材料的表面变硬。如果使用标准的预钻孔或预冲孔建议,装配期间就会出现问题。
常见装配问题:
- 困难的开始 – 螺钉旋转
- 攻入扭矩较高 – 工具无法固定螺钉
- 螺钉在固定到位之前断裂
这些问题通常表明开孔尺寸过小。如果开孔过大,我们通常会看到螺纹被拉脱,而不会获得所需装配扭矩。
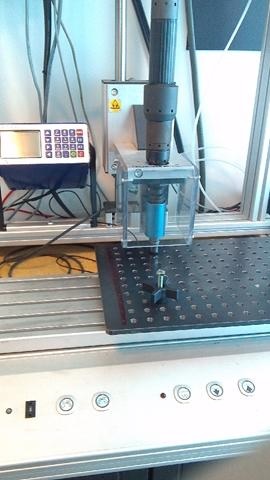
虽然难以针对每种材料、每种厚度和每种准备方法提供开孔尺寸建议,但在受控环境中进行攻入和失效扭矩测试也许是确保最佳连接性能的良策。让我们来看一下 Bossard 工程师近期完成的一项测试:
客户提供的钢板上有许多尺寸递增的激光切割孔:
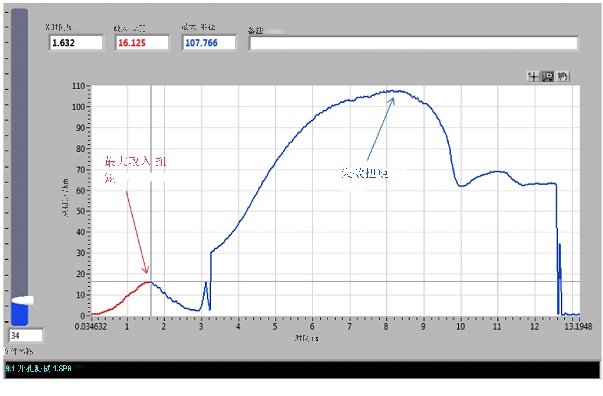
典型测试的图表:
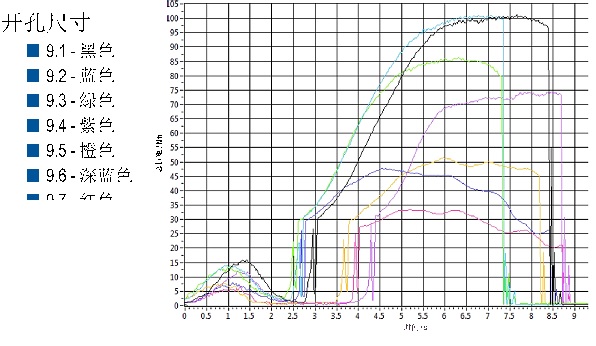
多个开孔尺寸平均数据的图表:
来自单个开孔尺寸的典型汇总数据:

我们通过在自有实验室进行连接分析,为您的设计建议正确的开孔尺寸,从而确保最优性能。
如果您对任何类型的连接分析感兴趣,请查看 Bossard 最新的 Assembly Technology Expert 服务,特别是 Expert Test Services,或通过 ProvenProductivity@bossard.com 联系我们。
Doug Jones
应用工程师
djones@bossard.com



