无论是设计英制还是公制紧固件,您都需要了解紧固件的等级(英制)或性能等级(公制)。下面是一个矩阵,可以帮助您比较两者之间的差异:
| 英制 | 公制 | 硬度 – 英制 | 硬度 – 公制 | 保证载荷 – 英制 | 保证载荷 – 公制 | 最低拉伸强度 – 英制 | 最低拉伸强度 – 公制 | 强度 |
| 2 | 4.8 | HRB 90-100 | 最低 HRB 71 | 55ksi | 45ksi | 74ksi | 61ksi | 低 |
| 5 | 8.8 | HRC 25-34 | HRC 22-32 | 85ksi | 84ksi | 120ksi | 116ksi | 中 |
| 8 | 10.9 | HRC 33-39 | HRC 32-39 | 120ksi | 120ksi | 150ksi | 150ksi | 高 |
通常,随着强度的增加,价格也会随之升高。同样值得注意的是,强度并不总是越高越好。高强度紧固件的柔韧性往往较差,并且通常需要借助更好的紧固控制来利用其强度。
在使用螺母和螺栓进行设计时,硬件的等级和性能等级应相匹配。但是,强度较高的螺母可以与强度较低的螺栓配合使用。为了实现安全和正确的接头设计,螺母的强度必须始终高于螺栓,因此使用强度较低的螺母和强度较高的螺栓往往会带来麻烦。
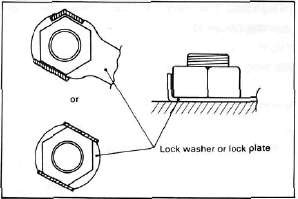
最后,垫圈的强度经常会被忽视。在六角头螺栓或螺母下使用平垫圈的目的是分散载荷,增加支承面的表面压力极限。如果非硬化垫圈与硬化螺栓配合使用,则六角头可能钻入垫圈的表面,使夹紧力受到影响、联接松动。
有关紧固件等级和性能等级的更多信息,请访问 www.bossard.com 或通过电子邮件 ProvenProductivity@bossard.com 联系我们。
Doug Jones
应用工程师
djones@bossard.com