In 2018, original equipment manufacturers want to create the most innovative and unique products, all while making sure they are as lightweight as possible. Whether its vehicles or electronics, they are all becoming less bulky and less heavy.
To produce these lightweight products, manufacturers are using different materials than what might have been used just a few years ago. Composites like carbon fiber and fiber glass are the new normal when it comes to materials. Metals like aluminum and magnesium are also becoming more popular. But assembling these products can prove to be challenging.
Fortunately, Bossard has a variety of solutions for how design engineers can use fasteners safely and effectively in these relatively new materials. Here are two of our most popular fasteners for these applications.
bigHead
bigHead is one of the best options for fastening when using composite materials. They consist of a standard fixing welded onto a head. These unique fasteners can be secured via adhesives or by embedding directly into the material. They can be used with carbon fiber, steel, stainless, and more materials.
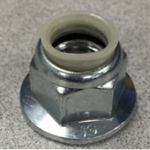
BCT®
BCT®* is not your typical rivet nut. What makes these blind rivet nuts different from others is that they are designed with strategically placed holes around the body of the nut where the rivet nut body will begin to collapse, controlling where the bulge happens. Hence, BCT® – bulge control technology. BCT® is also great for aluminum, stainless steel, and other lightweight materials
There are four main types of BCT®: bulge control, micro, high strength, and multigrip.
For more information about fastening with lightweight materials, contact us at ProvenProductivity@bossard.com.